




Καυτό Κυλιομένος Μύλος Μηχανή Του Λειτουργώ Πλευρά Εργασία Κύλινδρος Κυλιομένος Μύλος Φραγμός Στέλεχος
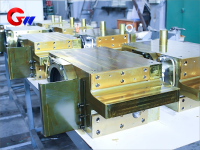
Η εταιρεία μας διαθέτει κέντρο κατεργασίας πέντε αξόνων DMG DMF1800*600, οριζόντιο κέντρο μηχανικής κατεργασίας, κάθετο κέντρο μηχανικής κατεργασίας, κέντρο κατεργασίας σκελετού και επιθεώρηση τριών συντεταγμένων υψηλής ακρίβειας.
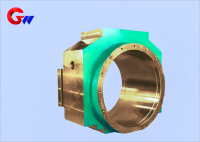
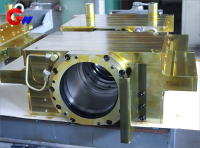
Το μπλοκ άξονα του κυλίνδρου εργασίας είναι ένα από τα βασικά προϊόντα ακριβείας της GW.
- GW Precision
- Luoyang, Κίνα
- Συμβατική Σύμβαση
- Η ετήσια χωρητικότητα του Steel Spool είναι 4000 τεμάχια
- πληροφορίες
Μηχάνημα θερμού ελασματουργού Του Λειτουργώ Πλευρά Εργασία Κύλινδρος Κύλινδρος Μύλος Στέλεχος Μποκ
(Κατάλληλο για γραμμές παραγωγής θερμής έλασης από χάλυβα πλακών και λωρίδων/τμημάτων)
1,Σενάρια εφαρμογής
1. Βασικές λειτουργίες
Τοποθέτηση κυλίνδρων και μετάδοση δύναμης:
Διατηρήστε τη σταθερότητα του κυλίνδρου εργασίας υπό τη δράση της δύναμης κύλισης (μέγιστο 30MN) και της δύναμης κάμψης (± 1000kN)
Αντέχετε το στιγμιαίο φορτίο κρούσης του δαγκωτικού χάλυβα (συντελεστής κρούσης 2,0-3,5)
Θερμική διαχείριση:
Δουλεύοντας σε περιβάλλον θερμοκρασίας κύλισης 400-800 ℃, η στιγμιαία θερμοκρασία επιφάνειας μπορεί να φτάσει τους 300-450 ℃
Ανάγκη αντίστασης σε περιοδική θερμική καταπόνηση (>10 5 κύκλοι/έτος)
2. Τυπικές συνθήκες εργασίας του μπλοκ άξονα μύλου
Μηχανικό φορτίο: Τάση επαφής Χέρτζ 1000-1500 MPa, στρεπτικό φορτίο δόνησης (η κρίσιμη ταχύτητα θα πρέπει να αποφεύγει την ταχύτητα εργασίας 1,5-2,5 φορές)
Περιβάλλον φθοράς: Λειαντικά σωματίδια κλίμακας οξειδίου του σιδήρου (HV800-1100)+ λιπαντικό κύλισης απόθεση ενανθράκωσης υψηλής θερμοκρασίας
Επιλογή υλικού και βελτιστοποίηση του μπλοκ άξονα του κυλίνδρου εργασίας
1. Υλικό βάσης
Βαθμός υλικού, βασικά πλεονεκτήματα, εφαρμόσιμα σενάρια
Αντοχή σε υψηλή θερμοκρασία 50CrMoV (σ 0,2 ≥ 650MPa στους 500 ℃) πλατιά και παχιά πλάκα έλασης (κύλινδρο body>3m)
Χαμηλή απόδοση κόπωσης κύκλου (Nf ≥ 5000 φορές σε Δ ε t=1%) χάλυβα ταινίας υψηλής αντοχής 38CrNiMoV κατά την έλαση
H13 βελτιωμένη πυρόλυση με αντοχή στη θερμότητα (θερμική αγωγιμότητα 24 W/m · K) από ανοξείδωτο χάλυβα θερμής έλασης
2. Βασικές τεχνολογίες ενίσχυσης
Επιφάνεια ζευγαρώματος ρουλεμάν:
Σβήσιμο με λέιζερ (βάθος στρώσης σκλήρυνσης 2-3 mm, HRC54-58)
Ψεκασμός πλάσματος αποχωρητήριο-10Co4Cr (πορώδες<0,8%)
Περιοχή σύνδεσης με σπείρωμα: επεξεργασία βορονισμού (στρώμα Fe2B 50-80 μ m)
3. Καινοτόμες εφαρμογές υλικών
Λειτουργικός άξονας κλίσης:
Πυρήνας: 25Cr2MoV (υψηλή σκληρότητα)
Επιφάνεια: Stellite 21 (ανθεκτικό στη φθορά σε υψηλές θερμοκρασίες)
Συγκόλληση με διάχυση μέσω θερμής ισοστατικής συμπίεσης (ΙΣΧΙΟ)
3. Σύστημα θερμικής επεξεργασίας
Απόσβεση υπό κενό: 1020 ℃ × 3 ώρες (ψύξη αζώτου)
Διπλή σκλήρυνση: 560 ℃× 4h+520 ℃× 6h (ψυγμένο με λάδι)
Θεραπεία σταθεροποίησης: Βαθιά ψύξη (-120 ℃× 8h)+γήρανση (250 ℃× 24h)
4. Ενίσχυση επιφανειών
Σύνθετη επεξεργασία:
Πηνία βολής (Δύναμη Almen 0,4-0,45 mmN)
Ιονική θείωση (στρώμα FeS 1-2 μ m)
Υφή λέιζερ (Sa=3–5 μ m)
*Βασικές διαδικασίες:
Τρίψιμο σταθερής θερμοκρασίας της θέσης ρουλεμάν (ψυκτικό 20 ± 1 ℃)
Ηλεκτροχημική κατεργασία του φιλέτου μετάπτωσης (ακρίβεια γωνίας R ± 0,05 mm)*
Τυπικές παράμετροι τουΜπλοκ άξονα κυλίνδρου εργασίας
Απαιτήσεις για δείκτες παραμέτρων
Ανοχή διαμέτρου άξονα φ 320 ± 0,008mm
Ρυθμός ερπυσμού υψηλής θερμοκρασίας ≤ 1 × 10 ⁻7%/h (500 ℃/200 MPa)
Επιτάχυνση κραδασμών ≤ 4,5 m/s ² (ISO 10816-8)
Η διάρκεια ζωής αυτού του άξονα σε ένα μύλο θερμής έλασης είναι 2-3 χρόνια (με ετήσια ικανότητα έλασης 1,5-2 εκατομμυρίων τόνων) και μπορεί να επεκταθεί σε 5 χρόνια χρησιμοποιώντας υλικά κλίσης. Το ποσοστό της αστοχίας θερμικής κόπωσης είναι μεγαλύτερο από 60% και η τρέχουσα εστίαση της έρευνας και ανάπτυξης είναι σε επιστρώσεις θερμικού φραγμού νανοδομής.



